기업에 근무하시는 분 , 특히 엔지니어는 Cpk가 1.33이상이냐? Cp 가 얼마냐? 이런 질문을 많이 받을건데 난감할때가 많을것입니다. 우선 Cp, Cpk, Pk, Ppk용어에 대해서 알아보면 C는 capability ,p는 performance, P는 process, Cpk에서 k의 어원은 일본말로 'katayori' 란 말로 '한쪽으로 치우침' 이라는 사전적인 의미를 가지고 있습니다. C와 P는 단기와 장기의 차이로 보면됩니다. 즉, Cp는 Process Capability ,Pp는 Process Performance,Cpk는 치우침을 감안한 Cp, Ppk는 치우침을 감안한 Pk라고 우선 Rough하게 이해하시면 될거 같네요.
간단하게 표로 정리를 해보면 아래와 같습니다.

추가로 Cpk에 k의 어원은 말씀드렸고 수식을 참조해서 보시면
k = katayori , 수식으로는 |µ-T|/(Tol/2), where T=(USL+LSL)/2 (T from “target”) ,Tol=USL-LSL (Tol from “tolerance”) 과 같습니다.
또, 추가로 영어로 된 정의를 보시면 다음과 같습니다.
식스시그마가 미국에서 정리되어 일본을 가서 그다음 한국으로 넘어온 역사적인것을 보면 영어로 정의된것을 봤을때 덜 혼란스러울수도 있을것 같습니다.
Cp= Process Capability. A simple and straightforward indicator of process capability.
Cpk= Process Capability Index. Adjustment of Cp for the effect of non-centered distribution.
Pp= Process Performance. A simple and straightforward indicator of process performance.
Ppk= Process Performance Index. Adjustment of Pp for the effect of non-centered distribution
위와 같은 Cp, Cpk, Pk, Ppk를 공정능력 지표 (Process capability index)라고 하고 의미는 공정 (Process)를 개선하기 위해 요구되는 수준과
공정 능력을 측정하기 위한 지표 입니다.
1) 개념은 어떻게 된느가? (What)
- Cp,Pp의 개념
공정산포만 고려된 공정능력지수로 고유기술을 평가하는데 활용된다. 단, Data의 평균이 제품 규격에 중앙치와 일치한다는데 사용. 단점으로는 산포만을 표시하므로 중앙치와 제품규격이 일치하지 않으면 정확한 공정능력을 표현하기 어렵다는것이다. 실제 엔지니어링에서 산포만을 감안할때 사용하고 제품의 Spec관점에서 실력치를 본다면 Cpk를 보다 많이 사용하게 된다.
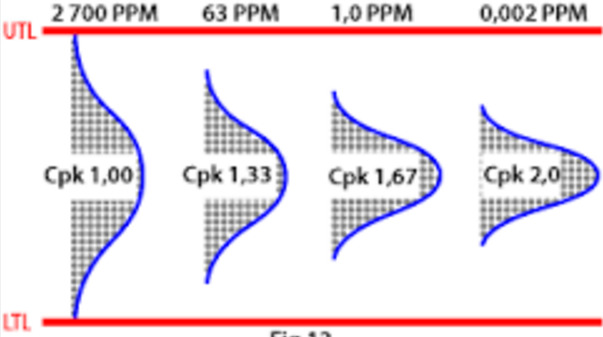
아래 그림을 보면 이해가 쉬울것이다. Cp는 동일하게 2.0으로 6시그마레벨이나 실제로 공정 중심치에서 많이 벗어나 있는것을 볼수 있다. Cpk가 공정관리에 현실적이라는것을 이해할수 있을것이다.

Cp, Pk의 차이는 표준편차를 단기, 장기를쓰는가의 차이고 실제 공정에서는 단기 data를 쓰는 Cp, Cpk를 더 많이 쓴다.
- Cpk, Ppk의 개념
산포와 중심치가 동시에 고려된 공정능력지수로 공정의 고유기술과 공정관리능력을 평가하는데 활용된다. 실제 불량률을 추정하는데 사용된다.
2) 어덯게 구하는가? ( How)
-공정능력수식으로 구하는법
아래는 Haier에서 만든 자료를 인용했는데 크게 어려운점이 없으니 참조하시면된다. σwithin은 단기 표준편차를 σ overall은 장기 표준편차를 나타낸다. 대부분 단기간의 큰 변동이 없을경우에는 단기표준편차를 , 장기간의 군간변동을 볼수 있을만큼의 데이터의 수준이 되면 장기표준편차를 적용하면된다. 주의할점은 Cpk, Ppk를 구할때에는 Target을 높고 Cpu, Cpl을 구해서 나쁜쪽으로 (중심에서 멀어지는것을 감안한 지표)로 반영을 한다.

- 미니탭으로 구할때
아래와 같이 따라 하시면된다. Target은 Option에서 넣으면 된다. Cp, Pk를 구하기 위해서는 Target은 그리 중치 않지만 , Cpk, Ppk를 구하기 위해서는 Target입력이 필수임을 잊지 말자.
▶File>Open Worksheet>Capability analysis>normal


3) 어떻게 해석하는가 ? (How to judge)
- Cp와 시그마레벨 (Sigma level)
Googling하다 일목요연하게 잘 정리된 같이 있어서 기재한다. Cp를 기준으로 보면 3시그마레벨수준의 공정능력을 만족하기 위해서는 Cp를 1정도로 보면된다. 시그마 수준(Sigma level)은 다른 글목록에서 참조하시면 되고 그래프에서 규격선내에 몇개의 시그마가 들어갈수 있는가로 판정을 한다. 표준편차 (σ)이 6개가 들어가면 6시그마 레벨, 3개면 3시그마 레벨이 되는것이다.
아래의 경우에도 3시그마레벨에 예를 들면 Cp는 1인데, 수식에 USL-LSL이 6σ이 되어야 성립된다. 즉, 편측으로 3개의 σ가 들어갈수 있어야 3시그마 레벨이라고 보시면된다.

- Cpk와 시그마레벨(sigma level)
하기 표를 참조하시기 바란다. 일반적으로 Cpk 1.33을 기준으로 공정을 평가하는데 왜?라고 물으면 대부분 모르거나 엉뚱한 소리를 할것이다. 불량률을 기준으로 한다면 1.33은 4sigma level에 해당하는값으로 1980년대 일본에서 기준을 그렇게 잡아서 그렇다. 'margin of safty'를 설정하여 1.5sigma shift같은 문제에 대한 마진을 확보하기 위함이다. 1.5 시그마 변동은 단기공정능력이 장기로 변할때 경험상으로 1.5레벨정도 변동이 되는 현상을 말한다. 당시에 Motolora는Cp기준을 2.0으로 보았기에 기준은 다를 수 있다.
다시 정의를 하자면 우리나라 Sixsigma는 일본을 건너서 왔기때문에 일본기준인 Cp 1.33을쓰는것이고 당시의 미국 모토롤라 기준을 따랐다면 minimum sixsigma level을 2.0으로 설정했을것이다. 개인적으로는 3시그마 관리도를 쓰는 일반적인 제조업에서는 일본기준인 Cpk 1.33이 좀 더 현실적이라고 본다. 그러나 , 공정 수준이 매우 우수한 곳은 6시그마 레벨을 써도 무리는 없을 거라 본다.

'한국 이모조모 후기 > 명산 등반 후기' 카테고리의 다른 글
| [한국산] 덕유산 1,610m (0) | 2020.04.10 |
|---|---|
| [한국산] 한국100대명산 (0) | 2020.04.10 |
| [한국산] 한라산 1,954m (0) | 2020.04.10 |
| [한국산] 비슬산 1,084m (0) | 2020.04.10 |
| [한국산] 유학산 839m (0) | 2020.04.10 |